Отгружено ЖБИ: всего - 000 000 тонн; за 2024 год - 00 000 тонн
Заключено договоров: всего - 0 000 шт.; за 2024 год - 000 шт.
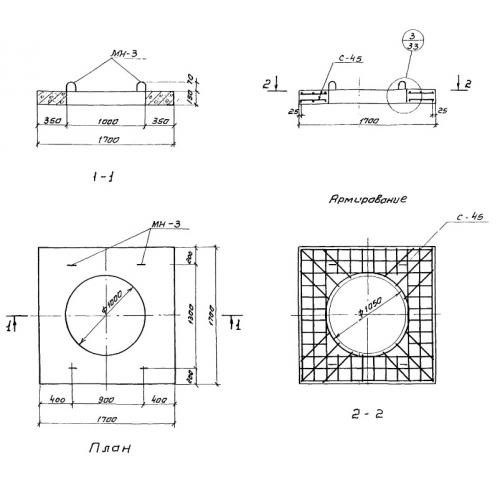
Плита опорная ПО 10 (ГОСТ 8020-2016) - это железобетонное изделие колодца со смещенным от центра круглым отверстием, которое опирается на опорные кольца горловины. Используется при прокладке каналов и тоннелей для коммуникаций, колодцев. ГОСТ 8020-2016 включает в себя область применения и чертежи. Эти элементы можно использовать на территориях со средней температурой при минус 40 градусов и выше, по нормативному документу. Плиты могут выдерживать огромные нагрузки, считаются высокопрочным изделием.
Расшифровка маркировки
Конструкции обозначают с помощью маркировки. Марка содержит в себе цифробуквенные группы. Маркировка плиты опорной ПО 10 (ГОСТ 8020-2016) расшифровывается следующим образом:
1. ПО - элемент, опорная плита;
2. 10 - индекс типоразмера строительного элемента.
Для того, чтобы изделие было удобно использовать и сортировать на складе, наносится маркировка в виде устойчивой краски. Также прописывают знак завода-изготовителя, дату, когда было выпущено изделие и специальный штамп ОТК.
Материалы и производство
Завод сборно-монолитного железобетона выпускает опорные плиты, он имеет свою лабораторию, чтобы оценивать качество используемых материалов. При изготовлении изделий важно соблюдать все государственные стандарты. Внешний облик плит создается в специальной форме (металлической) из тяжелых бетонов класса В20-В24 ГОСТ 26633-2012. Маркировка бетона указывается в проектных документах по водонепроницаемости и морозостойкости и принимается в зависимости от условий строительства объекта. С помощью армирования сварными сетками достигается прочность изделия. Сварные сетки арматурных закладных деталей изготавливаются по ГОСТ 14098-2014. Стержневая горячекатаная сталь класса AI(А240), AIII(400) ГОСТ 5781-82 применяется в качестве рабочей арматуры. Опорная плита производится с закладными деталями, которые нужны для прикрепления опоры. Металлическую часть элементов покрывают специальным раствором, что защищает их от коррозии. Когда бетон достигает отпускной прочности, происходит извлечение плиты из опалубки. Главной частью производственного процесса является проверка на качество готовых изделий. После всех проверок делается контрольное измерение геометрических размеров, все размеры должны соответствовать проектным, не должно быть никаких отклонений. Также согласно рабочим чертежам проверяется расположение закладных деталей. Просматривается бетонная поверхность, она должна быть гладкой, ровной, без трещин и сколов. Заказчику поступают плиты с техническим паспортом, который гарантирует качество изделия. В паспорте указывается дата производства, номер партии, юридический адрес завода изготовителя и его наименование, а также ТУ и серия, по которой произведено изделие.
Транспортировка и хранение
Опорные плиты ПО 10 (ГОСТ 8020-2016) хранятся на складе готовой продукции, площадке с выровненной плотной поверхностью. Их следует складировать не больше, чем в шесть рядов по высоте на специальных прокладках, по схеме, приведенной в чертежах. Плиты, которые не прошли проверку на качество, отправляются на ремонт и хранятся отдельно от остальных. Изделия также хранятся в рассортированном виде по типоразмерам и уложены в таком состоянии, чтобы на них могли просматриваться маркировочные знаки. Изделия укладывают в горизонтальном положении в штабеля. Высота штабеля не должна превышать двух метров. В виде деревянных брусков прокладывают инвентарные прокладки между изделиями. Во время перевозки необходимо крепко фиксировать изделие, погрузку и разгрузку производить с соблюдением всех мер безопасности.
