Отгружено ЖБИ: всего - 000 000 тонн; за 2024 год - 00 000 тонн
Заключено договоров: всего - 0 000 шт.; за 2024 год - 000 шт.
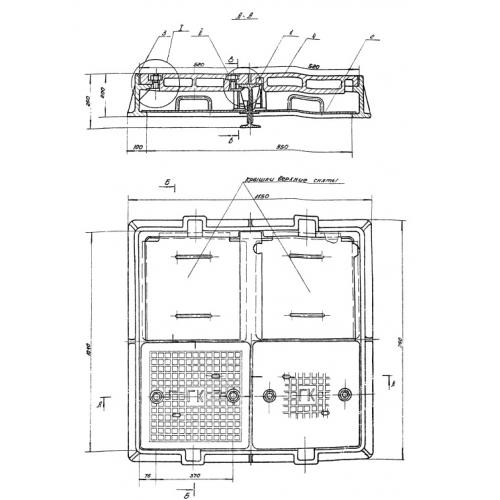
Люки канализационные представляют собой квадратные изделия, имеющие ряд характерных конструктивных особенностей. Запроектированные по Типовому проекту 902-9-1 элементы имеют несколько крышек входа для обеспечения доступа к размещенным под люком коммуникациям. Кроме квадратных, допускается производство прямоугольных канализационных люков.
Применяются индустриальные унифицированные канализационные люки при строительстве различных колодезных сооружений из кирпича и сборных бетонных элементов. Они устанавливаются над сборными элементами и служат входом в колодезное сооружение. Изделия отличаются высокой прочностью, долговечностью и надежностью, и способны очень продолжительный промежуток времени выдерживать колоссальные нагрузки от движения различного автотранспорта при строительстве колодезных сооружений на территориях с автомобильными дорогами. При проектировании изделий в расчёт бралась нормативная колесная нагрузка нк-80.
Маркировочное обозначение
Быстро найти нужные строительные материалы позволяют маркировочные знаки. Так как данный вид конструкций производится путем литья, знаки выливаются в процессе изготовления. Совокупность букв имеет следующую расшифровку:
1. Люк канализационный - тип конструкции.
Завод изготовитель в обязательном порядке устанавливает место для клейма на поверхности изделия в соответствии с требованиями ГОСТ 2.314.68.
Особенности производства
С подробным описанием процесса производства канализационных люков можно ознакомиться в Типовом проекте 902-9-1. По условиям нормативного документа основным материалом для изготовления колодезных люков выступает серый чугун. Для производства крышек используется серый чугун марки СЧ18-52, соответствующий ГОСТ 1412-70. Рама (обечайка) также изготавливаются из серого чугуна марки СЧ 15-32. Дополнительно в изделии используются накладки и рёбра, производимые из листового полотна марки стали ст3, соответствующего ГОСТ 500-58. Поверхность верхней крышки канализационных люков принято покрывать в два слоя битумным лаком марки БТ 577, соответствующим ГОСТ 5631-79.
Величины допустимых отклонения не должны превышать размеров, относящихся к III классу точности в соответствии ГОСТ 1855-55. Основные литейные формовочные уклоны приняты по ГОСТ 3212-57. Допустимые исправления литейных дефектов поверхности, размером не более 5% по глубине и площади, следует осуществлять методом заварки по технологии изготовления с предварительной тщательной разделкой дефектного места до здорового основного металла, с доводкой исправленного участка заподлицо с основным металлом. Для высокого качества готовой продукции важен поэтапный контроль всех стадий производственного процесса.
Транспортировка и хранение
Складирование и перевозка канализационных люков должны осуществляться с безукоризненным соблюдением правил и норм по технике безопасности. Погрузку и укладку рекомендовано осуществлять в соответствии с требованиями Типового проекта 902-9-1 и ГОСТ 13015, по специальным схемам, исключающим возникновение механических повреждений. Введу внушительной массы готовых строительных изделий, рекомендовано для подъёма конструкций использовать специализированную технику, оснащенную захватами механизмами, обеспечивающими баланс строп в процессе погрузки. При хранении рекомендуется обеспечить навес для предотвращения развития коррозионных образований, связанных с взаимодействием изделия с условиями повышенной влажности.
