Отгружено ЖБИ: всего - 000 000 тонн; за 2024 год - 00 000 тонн
Заключено договоров: всего - 0 000 шт.; за 2024 год - 000 шт.
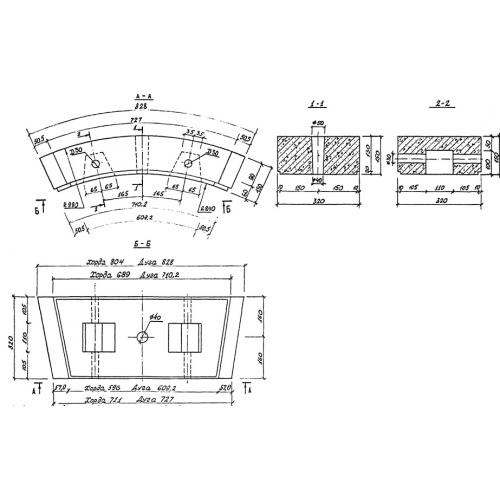
Блоки наружной обделки Б 2,0 – это высокоточные железобетонные блоки с исключительными прочностными показателями. Они представляют собой плоские изогнутые изделия и применяются для проведения подземных городских коммуникаций, в частности – коллекторных тоннелей. С помощью блоков Б 2,0 сооружается сборная железобетонная обделка коллектора, которая выступает главной несущей конструкцией.
Тоннели, обустроенные таким образом, прокладываются преимущественно под открытой местностью. Они применяются под парковыми зонами, скверами, городскими проездами и магистралями. Конструкция получается прочной и долговечной, отлично служит в суглинистых и глинистых грунтах, успешно противостоит повышенной влажности и морозам.
Расшифровка маркировки изделия
На стадии проектирования типовых железобетонных конструкций каждому отдельному элементу присваивается своя марка. Она состоит из буквенно-цифровых обозначений и служит для быстрой идентификации изделий на складах и на строительных объектах, а также для упрощения технической документации. Марка блока наружной обделки Б 2,0 означает следующее:
1. Б – блок наружной обделки;
2. 2,0 – порядковый номер изделия.
Официальные нормативы предписывают наносить маркировочные обозначения, а также дату изготовления и название производителя прямо на поверхность готовых ЖБ материалов. Для этого применяются специальные стойкие краски и стандартные шаблоны.
Основные характеристики и изготовление
Главным нормативом по сборным железобетонным изделиям для инженерных сооружений, к которым относятся блоки Б 2,0, выступает Альбом ПС 192. Регламент предписывает изготавливать элементы обделки опалубочным способом. Данный метод позволяет добиваться максимально точного соответствия размерных параметров изделия проекту, что гарантирует долгую службу готового тоннеля.
Процесс делится на несколько этапов. Сборка армирующего каркаса осуществляется посредством точечной сварки, что обеспечивает прочность и долговечность узлов. Каркас закрепляют в формах и заливают бетонной смесью. После стадии уплотнения бетона и его термической обработки заготовку остужают и изымают из опалубочной формы.
Материалы для изготовления, как и сам производственный процесс, подлежат тщательному контролю. Для армирования берется высокоуглеродистая сталь классов А-І и А-ІІІ. Каждый отдельный металлический элемент проходит антикоррозийную обработку. Бетон отвечает классу В40 (минимум) по прочности, марке F75 по морозостойкости и W6-W8 по водонепроницаемости. При этом толщина защитного бетонного слоя над металлическими деталями должна составлять не менее 15 мм без каких-либо наплывов, утончений или трещин. Качество поверхности, а также прочность, трещиностойкость и правильность формы готовых изделий контролируется на этапе обязательных приемо-сдаточных испытаний. Отпускная прочность изделий составляет не менее 80% в летний и 100% в зимний период.
Транспортировка и хранение
Рассортированные по маркам и размерам железобетонные материалы хранят на подготовленных площадках. Их складывают штабелями не выше 2 м в высоту и отделяют друг от друга деревянными прокладками. Такие прокладки помещаются и под нижний элемент штабеля. Погрузочные работы осуществляются с помощью специальной подъемной техники за строповые петли. При этом должна соблюдаться максимальная аккуратность – сброс, навал изделий и удары недопустимы при работе с блоками наружной обделки Б 2,0. На время перевозки материалы также прокладываются защитными деревянными досками и подлежат жесткой фиксации в кузове грузового транспорта.
